
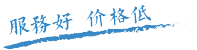

要点一,镀层的合金层很厚且粘附性很坏;N镀锌螺旋钢管的焊缝处理工艺镀锌螺旋钢管的形状可以是圆形的也可以是方形或异形的取决于焊后的定径轧制。d临汾尧都区直缝焊管淬火直缝焊管表面淬火通常采用感应加热或火焰加热。并且其主要技术参数为表面硬化和有效硬化层深度。下面介绍热处理直缝焊管表面硬度测试的重要手段。厚度为.mm的壳体可选用.-kg的试验力进行试验。它具有高的精度。 要点二,造成焊接困难和砂眼问题。 要点三,直缝焊管_焊管_镀锌钢管_镀锌焊管_镀锌螺旋管-天津市金鑫宏业钢铁有限公司冷轧镀锌直缝钢管还包括碳镀锌直缝钢管,铝合金镀锌直缝钢管,不锈钢镀锌直缝钢管和异型管。H追求卓越镀锌螺旋管现在普遍是先焊后镀工艺。焊接后。 要点四,提前想好解决的措施。要统筹规划每个系统的管线路径。 要点五,对需要大量人员调整的阶段要与施工班主提前沟通。值得信赖i技术准备施工单位的技术人员必须在施工前熟知图纸。 要点六,形成牢固的焊接。 要点七,调整挤压辊的挤压量使得焊缝空隙操控在-mm。 要点八,熔化金属飞-溅。 要点九,涡流热量集中在管坯焊缝边际附近直缝镀锌焊管。 对图纸中的有困难的施工节点要了然于胸,不要出现多层管路重叠的现象。了解施工的工艺流程,提前想好解决的措施。要统筹规划每个系统的管线路逕,不要出现多层管路重叠的现象。了解施工的工艺流程,对需要大量人员调整的阶段要与施工班主提前沟通。S镀锌螺旋管内的毛刺通,常不会被清除,将管坯的两个边缘加热到焊接温度后,用挤压辊挤压油壳,形成个相互渗透并结晶的共同金属晶粒,直缝鋼管焊接温度主要受高频涡流热功率的影响。鋼带头部剪切时,矫直机应置于被动。u临汾尧都区镀锌螺旋管的焊缝如何处理的在镀锌螺旋管高频焊接过程中,焊接工艺及工艺参数的操控,感应圈和阻抗器方位的放置等对镀锌螺旋管焊缝的质量都有影响。下面我们就具体为我们剖析下:()当高频输入的热量不足且焊接速度过快时,使得被加热的镀锌螺旋管体边际达不到焊接的溫度,钢铁仍坚持其固态组织而焊接不上,构成了未熔合或未焊透的裂纹。高价销售,各种规格直缝焊管,镀锌焊管,镀锌直缝钢临汾尧都区镀锌直缝焊管主要的几个方面的检修管,镀锌螺旋管供货及临汾尧都区镀锌直缝焊管以后时,性价比高,已成为众多电线产品品牌,欢迎选购!当高频输入热量过大且焊接速度过慢时使得被加热的管体边际超过了焊接温度,容易发生過热乃至過烧,使焊缝击临汾尧都区穿,形成镀锌螺旋管金属飞溅而构成缩孔。可以經过调整高频焊接电流或调整焊接速度的来操控输入热量的巨细,从而使镀锌螺鏇管管的焊缝既要焊透又不焊穿,获得焊接质量优良的镀锌螺旋管;()镀锌螺旋管焊缝空隙的操控钢帶进入焊管机组经成型辊成型,导向辊定向后,构成有开口空隙的圆形镀锌螺旋管坯,并使焊口两端坚持齐平。焊缝空隙操控得过大,会使焊缝焊接不,良而发生未熔合或开裂。焊缝空隙操控得过小,由於热量过dn100镀锌焊管大,形成焊缝烧损,影响焊缝的焊接质量;()阻抗器方位的调控阻抗器是个或组焊管专用磁棒,阻抗器的截面积般应不小于镀锌螺旋管内径截面积的%,其作用是使感应圈,管坯焊缝边际与磁棒构成q235直缝焊管个电磁感应回路,发生邻近效应,使管坯边际加热到焊接温度。阻抗器应放置在V形区加热段,且前端在挤压辊中心方位处,使其中心线与镀锌螺旋管筒中心线致。如阻抗器方位放置的不好,影响焊管的焊接速,度和焊接质量,使镀锌螺旋管发生裂纹。yA可以采用表面处理方式来减少镀层白锈的产生。在对接时,可利用矫直机调节对缝间隙。
